Химический реактор для фармацевтической промышленности
Эмалированый химический реактор для фармацевтической промышленности, 16 л.
Эмалированый химический реактор для фармацевтической промышленности, 63 л.
Объем от 16 до 63 литров
Оригинальное исполнение
Согласно стандарту GMP
Объем л.
Площадь
нагрева м2
W1 м2
W2 м2
B1 л.
B2/B3 л.
16
0,25
1,0
0,2
5
5
25
0,37
1,0
0,2
10
10
40
0,53
2x0,7
0,3
20
20
63
0,75
2x1,0
0,3
20
20
Введение
Эта серия химических реакторов была создана специально для фармацевтической промышленности, а значит, каждый элемент их конструкции гарантирует максимальную чистоту и обеспечивает оптимальный поток тепла и вещества, чтобы удовлетворить самым жестким требованиям стандарта GMP. Чтобы сэкономить место в Вашей лаборатории мы сделали эту серию невероятно компактной, на выбор доступны четыре модификации различного объема от 16 до 63 литров.
Назначение
Эта серия химических реакторов специально создана для двух стадийного процесса, т.е. химической реакции и дистилляции. Обе стадии могут протекать как при повышенном давлении (0.6 бар) так и под вакуумом. В качестве конструкционных материалов используются боросиликатное стекло 3.3, эмалированная сталь и PTFE.
Отделение фракций согласно стандарту GMP
Все дистилляционные системы изготовлены из высококачественных компонентов, соответственно инструкции по разработке аппаратов, работающих под давлением и представленны в общем каталоге QVF*. Системы соответствуют всем требованиям рынка оборудования для синтеза фармацевтических субстанций. Безопасное подвижное соединение стеклянных компонентов не только удовлетворяет требованиям стандарта GMP, но и открывает широкие возможности для создания индивидуальных решений.
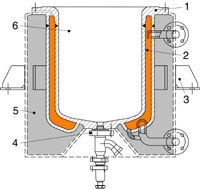
Для обеспечения полного удаления продукта и осушения оборудования все горизонтальные компоненты установки располагаются под углом 5°. Наклонный конденсатор оснащен осушающим клапаном, а приемник может быть осушен и промыт при помощи клапана (V3), без остановки процесса.
Клапан пробоотбора V9 может использоваться для отбора образцов из текущего потока дистиллята, даже когда операция производится под вакуумом. Базовая версия химического реактора оснащена следующими контрольно-измерительными функциями: измерение температуры содержимого реактора и дистиллята, а также измерение давления посредством манометра с танталовой мембраной. Разрывной диск служит для защиты от избыточного давления. Скорость вращения эмалированной мешалки регулируется вручную.
Все клапаны расположены непосредственно у рабочих емкостей, таким образом обеспечивая надлежащую транспортировку реагентов. Клапан V8 служит для регулирования потока через обратный холодильник.
* общий каталог продукции QVF Вы можете заказать, отправив заявку на e-mail: vy@tirit.org
Емкость химического реактора
Эмалированый химический реактор предназначенный для фармацевтической промышленности имеет следующие конструкционные особенности:
Верхний плоский фланец для присоединения стеклянной крышки химического реактора.
Рубашка химического реактора для термостатирования вплоть до верхнего фланца.
Нижний плоский фланец с клапаном для слива без "мертвого объема".
Внешняя рубашка для теплоизоляции из пеностекла, с внешней оболочкой из полированной нержавеющей стали.
Белая эмаль для проведения визуального контроля.
Безопасное соединение шлифов с GMP уплотнением
В дополнение к основным преимуществам системы плоских фланцев, "безопасное подвижное соединение стеклянных компонентов" (SPF) обладает еще двумя отличительными чертами, которые делают очевидным выбор установки, соответствующей стандарту GMP. У трубок всех размеров вплоть до DIN 300 торцы оплавлены и оснащены желобками для герметичного соединения. Желобок стабилизирует и закрепляет положение уплотнителя PTFE, который в свою очередь обеспечивает герметичность, подвижность, а также минимальный "мертвый объем" между трубками.
Дополнительные возможности
Благодаря своей блочной конструкции, основная версия химического реактора для фармацевтических процессов может быть расширена и выполнять различные специальные функции. Таким образом, дополнительные возможности становятся доступными: